|
典型案例介绍(一)
★台车炉简介
为东北特钢集团第二炼钢厂设计的3台连铸坯/钢锭台车式热处理炉,主要用于180×180mm或150×150mm方坯、ø150~210mm圆坯和模铸钢锭的退火热处理,可加热钢种有:碳素结构钢、碳素工具钢、合金结构钢、合金工具钢、模具钢、轴承钢、弹簧钢、不锈钢、高速钢、高温合金钢;
★工艺条件
◇型式:台车式炉,脉冲燃烧控制
◇用途:连铸坯/钢锭退火热处理
◇台车面规格:2300x10000(可根据炉型及装料条件调整);
◇裝炉量:100t /炉;
◇炉内最高料温:900℃;
◇保温末期钢材截面温差:小于等于±5℃。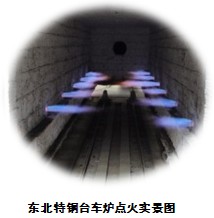
★台车炉燃烧系统介绍
台车炉的点火实图,该炉在燃烧系统上的特点是:
⑴.本炉燃烧器采用高速烧嘴,脉冲式燃烧控制,每个烧嘴设单独控制系统,均配有脉冲燃烧控制器,高压点火器,紫外火焰探测器等,能实现自动点火、火焰自动监测等。燃烧系统控制具有手动、自动调节功能。
⑵.烧嘴数量及规格,按确保热处理炉热处理制度及炉温均匀性的要求及炉垫铁的位置和布料合理,采用炉子每侧6个烧嘴交错布置。
⑶.烧嘴砖采用低水泥高铝耐火浇注料预制而成,保证燃烧过程在烧嘴砖内完成,并能形成高速气流。
典型案例介绍(二)
 脉冲燃烧技术是目前国际上解决中低温炉炉温均匀性问题有效的技术手段,我公司对该技术的理论和应用研究处于国内前沿,贫氧蓄热式脉冲燃烧技术专项获得了辽宁省科技立项。利用蓄热燃烧技术的节能优势,结合脉冲燃烧技术的炉温均匀性控制优势,使蓄热式燃烧技术能完善应用于高、中、低温各类工业炉并获得理想的炉温均匀性。 脉冲燃烧技术是目前国际上解决中低温炉炉温均匀性问题有效的技术手段,我公司对该技术的理论和应用研究处于国内前沿,贫氧蓄热式脉冲燃烧技术专项获得了辽宁省科技立项。利用蓄热燃烧技术的节能优势,结合脉冲燃烧技术的炉温均匀性控制优势,使蓄热式燃烧技术能完善应用于高、中、低温各类工业炉并获得理想的炉温均匀性。
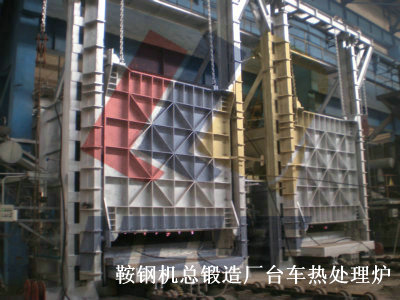
2007年,采用脉冲燃烧控制技术完成了鞍钢机总锻造厂4台不同规格台车热处理炉工程项目,实现了炉内温差高精度控制。实测结果,物料加热终了时温差均≤±2℃,取代电炉完成了军工产品曲的退火工艺。
★台车炉业绩展示

|


.jpg)
.jpg)
.jpg)